Número Browse:0 Autor:editor do site Publicar Time: 2026-07-13 Origem:alimentado








A aquisição de tubulações industriais para ambientes corrosivos e de alta temperatura exige a adesão estrita aos padrões internacionais. Deixar de verificar as especificações antes de fazer o pedido pode levar a falhas críticas do sistema. Você pode enfrentar severas penalidades de conformidade e enfrentar enormes atrasos nos projetos. Este guia fornece aos gerentes e engenheiros de compras uma lista de verificação definitiva. Descrevemos como avaliar fornecedores com eficiência e precisão. Você aprenderá como garantir a conformidade do produto, verificar a precisão dimensional e garantir a confiabilidade da cadeia de suprimentos. Nosso escopo se concentra estritamente em configurações austeníticas contínuas. Destacamos critérios de avaliação essenciais juntamente com métricas de controle de qualidade verificáveis. A avaliação de um tubo sem costura de aço inoxidável ASTM A312 exige alta diligência técnica. Ao dominar essas diretrizes, você protege sua infraestrutura crítica contra falhas prematuras de materiais. Você navegará com confiança no processo de aquisição e protegerá sistemas de tubulação altamente robustos para aplicações exigentes.
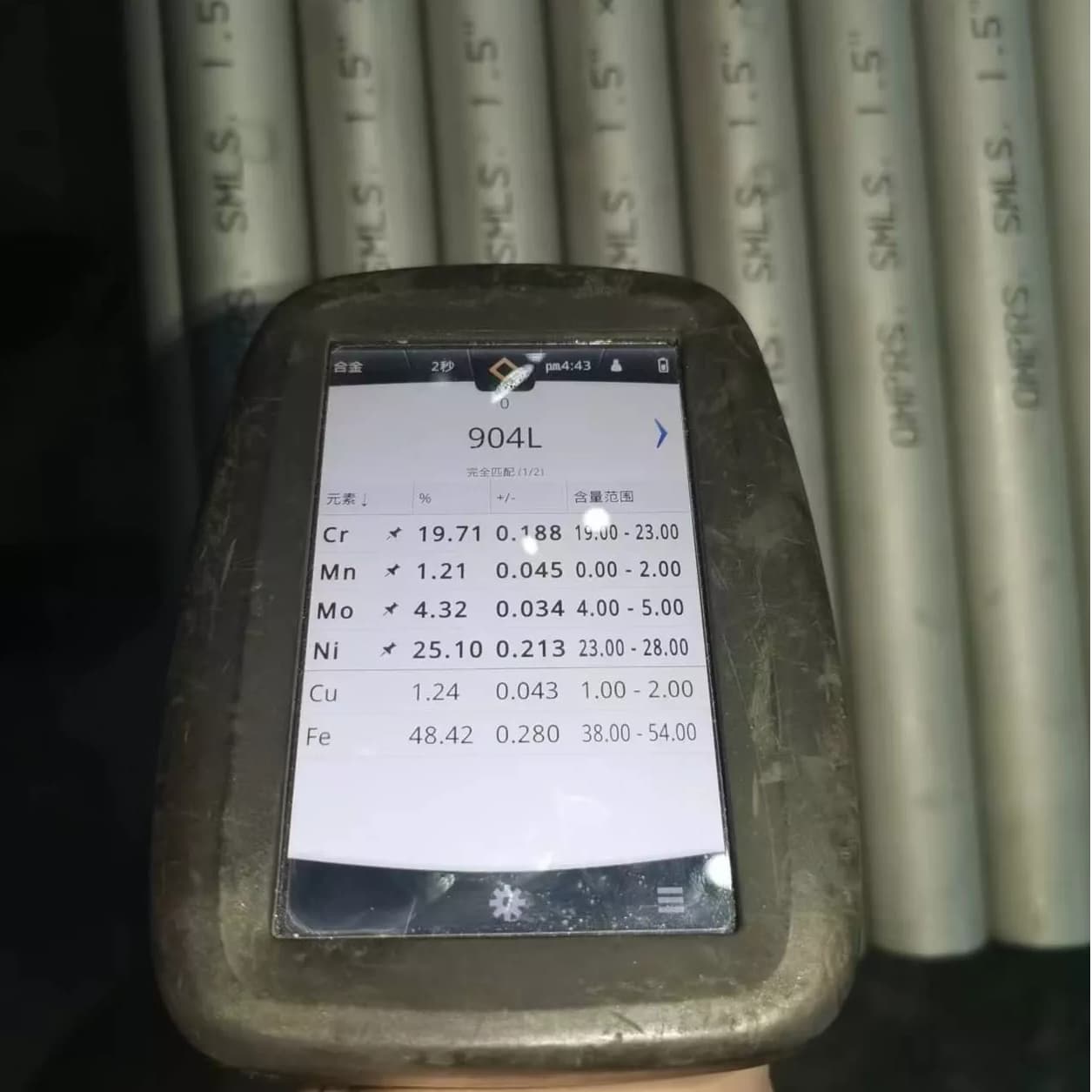
As especificidades das classes determinam a vida útil: as classes padrão 304/316L são adequadas para uso geral, enquanto ambientes químicos agressivos exigem metalurgia especializada, como um tubo sem costura 904L.
A documentação não é negociável: Nunca aceite uma remessa sem um Certificado de Teste de Moinho (MTC) EN 10204 3.1 ou 3.2 comprovando testes hidrostáticos e não destrutivos (NDT).
A verificação de fornecedores requer alinhamento técnico: avalie os fabricantes com base na origem da matéria-prima, na escala do equipamento de produção e nas garantias de tolerância explícitas, e não apenas no preço por tonelada.
Os compradores muitas vezes confundem os requisitos de tubulação estrutural padrão durante a aquisição. Eles encomendam por engano tubos padrão para sistemas de transporte de fluidos em alta temperatura. Este erro fundamental compromete projetos inteiros de engenharia. Os tubos estruturais não possuem os protocolos de teste necessários para a contenção de fluidos. Devemos diferenciar entre classes estruturais gerais e materiais de transporte dedicados.
ASTM A312 serve como especificação padrão definitiva. Abrange tubos austeníticos sem costura, soldados e fortemente trabalhados a frio. Esses componentes suportam serviços corrosivos em geral e de alta temperatura. A norma determina limites rígidos de composição química. Também exige procedimentos específicos de tratamento térmico. Esses processos térmicos restauram a resistência à corrosão após a fabricação. Você deve verificar esses requisitos padrão exatos antes de finalizar qualquer pedido de compra.
Existe uma distinção crucial entre os padrões ASTM e ASME. A Sociedade Americana de Testes e Materiais (ASTM) rege as propriedades gerais dos materiais de engenharia. A Sociedade Americana de Engenheiros Mecânicos (ASME) concentra-se fortemente em vasos de pressão. Os códigos ASME regulam a construção de caldeiras e a contenção de fluidos de alta pressão. Os inspetores de sistema confiam quase exclusivamente nos códigos ASME para aprovações de segurança. Um tubo somente ASTM pode ser reprovado em uma rigorosa revisão do inspetor de caldeira.
Aconselhamos fortemente os compradores a solicitar materiais com certificação dupla. Você deve especificar um tubo de aço inoxidável ASME SA312 para garantir uma conformidade regulatória mais ampla. A certificação dupla prova que o material atende aos requisitos gerais de engenharia e de vasos de pressão. Essa estratégia simplifica os fluxos de trabalho de aprovação. Também evita atrasos dispendiosos durante as inspeções do sistema no local. Os fabricantes podem facilmente fornecer esta designação dupla mediante solicitação.
A composição química de um tubo sem costura de aço inoxidável determina diretamente o desempenho. Governa a resistência à corrosão intergranular e à fadiga térmica. Selecionar a classe errada acelera a degradação do material. Você deve combinar a metalurgia com o ambiente operacional preciso. Cada tipo de fluido requer considerações específicas sobre ligas.
O grau 304 serve como o material de base mais comum. Oferece excelente desempenho para processamento químico geral. Ele lida bem com produtos químicos orgânicos e ciclos térmicos moderados. A classe 316 fornece uma atualização necessária para ambientes mais severos. Contém adição de molibdênio. Este elemento aumenta significativamente a resistência a ambientes contendo cloreto. Você deve selecionar 316 para aplicações costeiras ou transporte de fluidos salinos.
Você deve verificar cuidadosamente o teor de carbono nessas ligas. As notas padrão contêm níveis mais elevados de carbono. O alto teor de carbono causa precipitação de carboneto durante os procedimentos de soldagem. Este fenômeno é conhecido como sensibilização. A sensibilização reduz severamente a resistência à corrosão localizada ao redor das juntas soldadas. Recomendamos especificar classes “L”, como 304L ou 316L. O máximo de carbono mais baixo evita a sensibilização de forma eficaz. Garante integridade a longo prazo em todas as conexões soldadas.
Certos ambientes agressivos destroem rapidamente os graus austeníticos padrão. O processamento químico severo requer soluções especializadas de alta liga. O tubo sem costura 904L (UNS N08904) fornece esta atualização necessária. Ele contém adições substanciais de cobre, níquel e molibdênio. Esta química única oferece resistência excepcional contra ácidos fortes.
Os engenheiros especificam principalmente o 904L para instalações de processamento de ácido sulfúrico. Também é excelente no manuseio de ácidos fosfórico e acético. O 316L padrão degrada-se rapidamente sob estas condições severas. A liga 904L suporta corrosão sob tensão e corrosão sob tensão sem esforço. Representa uma escolha altamente confiável para contenção de produtos químicos críticos.
A implementação de soluções de alta liga apresenta desafios técnicos específicos. A soldagem 904L requer consumíveis altamente especializados. Você não pode usar metais de adição padrão. Os soldadores devem seguir procedimentos térmicos rigorosamente controlados. Esses requisitos rigorosos aumentam os tempos de trabalho. Você deve levar em consideração esses procedimentos especializados em seu planejamento de instalação. A execução adequada garante a vida útil destes materiais premium.
A espessura inconsistente da parede cria graves problemas de adaptação durante a construção. As variações do diâmetro externo impedem o alinhamento adequado antes da soldagem. Essas falhas dimensionais retardam significativamente as equipes de soldagem. As despesas trabalhistas aumentam exponencialmente quando os instaladores de tubos lutam para alinhar as juntas. O mau alinhamento também acarreta o risco de falha catastrófica das juntas sob alta pressão. O controle dimensional preciso permanece absolutamente crítico.
A estrutura de dimensionamento depende de terminologia específica do setor. O Tamanho Nominal do Tubo (NPS) designa a capacidade aproximada. Não representa o diâmetro externo (DE) exato para tubos menores. A espessura da parede é categorizada pelas classificações do cronograma. As classificações comuns incluem Sch 10S, 40S e 80S. Um número de agendamento mais alto determina uma parede mais espessa. Paredes mais espessas suportam naturalmente pressões internas mais elevadas com segurança.
Cronograma (Sch) | Espessura relativa da parede | Ambiente de aplicativo primário | Capacidade de classificação de pressão |
|---|---|---|---|
Sch 10S | Leve / Fino | Transferência de fluido de baixa pressão | Baixo a moderado |
Sch 40S | Padrão/Médio | Processamento químico geral | Moderado a alto |
Sch 80S | Pesado / Grosso | Contenção de alta pressão | Muito alto |
Você deve verificar ativamente as tolerâncias de fabricação antes de aceitar entregas. ASTM A999 serve como padrão de requisitos gerais. Especifica variações permitidas para todos os produtos A312. Os fabricantes devem respeitar rigorosamente estes limites definidos. As variações do diâmetro externo devem permanecer dentro de janelas muito estreitas. As tolerâncias padrão de espessura de parede permitem uma variação de +/- 12,5%. No entanto, você pode negociar tolerâncias mais rígidas para aplicações críticas de soldagem automatizada. Você também deve verificar as variações de peso e comprimento de corte.
Faixa NPS (polegadas) | Tolerância OD (acima) | Tolerância OD (abaixo) |
|---|---|---|
1/8 a 1-1/2 | + 1/64 pol. (0,4 mm) | - 1/32 pol. (0,8 mm) |
Mais de 1-1/2 a 4 | + 1/32 pol. (0,8 mm) | - 1/32 pol. (0,8 mm) |
Mais de 4 a 8 | + 1/16 pol. (1,6 mm) | - 1/32 pol. (0,8 mm) |
Um fornecedor comprova sua confiabilidade por meio de testes de transparência. Alegações vazias de alta qualidade não significam nada na engenharia industrial. Fábricas respeitáveis respaldam suas afirmações usando dados de testes padronizados. Eles acolhem com satisfação o escrutínio das equipes de compras. Você deve exigir evidências empíricas para cada lote produzido.
A norma exige protocolos específicos de testes mecânicos. Os fabricantes devem realizar testes de tensão transversal ou longitudinal. Esses testes verificam a resistência à tração final. Eles também confirmam a resistência ao escoamento do material. As fábricas também devem realizar testes de achatamento em tubos sem costura. Os testes de achatamento verificam a ductilidade do metal. Eles garantem que a integridade estrutural permaneça intacta após o trabalho a frio.
Você deve confirmar a metodologia de teste de vazamento do fornecedor. ASTM A312 exige testes de pressão hidrostática ou testes elétricos não destrutivos (NDT). O teste hidrostático enche o tubo usando água pressurizada. Confirma fisicamente que o componente pode manter a pressão sem vazar. O END utiliza tecnologias avançadas de correntes parasitas ou ultrassônicas. O END detecta perfeitamente fissuras microscópicas subterrâneas. É altamente recomendável especificar claramente seu método de teste preferido. Coloque exatamente esse requisito diretamente em seu pedido de compra.
O Certificado de Teste de Moinho (MTC) representa o documento mais crítico. Você deve procurar um certificado EN 10204 3.1 válido. Este documento específico fornece rastreabilidade completa. Um MTC válido inclui vários campos obrigatórios:
Rastreabilidade explícita do número de calor vinculada diretamente ao fundido do aço.
Análise química abrangente mostrando porcentagens exatas de liga.
Propriedades mecânicas verificadas em testes de laboratório independente.
Registros oficiais de aprovação confirmando inspeções visuais e dimensionais bem-sucedidas.
A cadeia global de fornecimento de aço flutua constantemente. A qualidade do material varia muito entre as diferentes regiões de fabricação. A verificação adequada da fábrica evita resultados desastrosos nas compras. Você evita receber materiais de qualidade inferior ou mista. Protocolos de avaliação rigorosos também evitam a ingestão de tubulações com certificação falsificada. Você deve avaliar minuciosamente as capacidades técnicas antes de emitir uma Solicitação de Cotação (RFQ).
Utilize esta lista de verificação de avaliação técnica ao selecionar potenciais fornecedores:
Fornecimento de matérias-primas: pergunte onde eles adquirem seus materiais básicos. Os fabricantes de primeira linha usam tarugos de primeira linha de siderúrgicas altamente conceituadas. Marcas como Tsingshan ou Baosteel fornecem excelentes metais básicos. Evite que os fabricantes derretam sucata não verificada.
Capacidade de fabricação: Solicite uma lista completa de equipamentos. Verifique se eles possuem máquinas modernas de estiragem ou peregrinação a frio. Certifique-se de que seu maquinário atenda facilmente aos seus requisitos específicos de tamanho e cronograma.
Inspeções de Terceiros (TPI): Exija acesso ao TPI. Pergunte se eles permitem SGS, TUV ou Lloyd's Register no local. Essas agências inspecionam as mercadorias antes do envio. Se um fornecedor recusar o acesso ao TPI, considere isso um grande sinal de alerta.
Protocolos de Embalagem: Informe-se sobre sua preparação para exportação. O trânsito oceânico expõe o metal a forte névoa salina. Pergunte como eles protegem as pontas chanfradas. Eles devem utilizar tampas plásticas pesadas. Exige um invólucro de madeira resistente para evitar contaminação da superfície e danos durante o transporte.
A aquisição desses componentes industriais críticos requer uma abordagem altamente disciplinada. Você deve ir muito além das simples comparações de preço por tonelada. Concentrar-se apenas nas despesas iniciais muitas vezes leva a falhas desastrosas do sistema posteriormente. O sucesso da aquisição depende inteiramente da precisão da classificação e de tolerâncias dimensionais rigorosas. Você deve exigir documentação de teste verificável para cada entrega.
Siga estas próximas etapas práticas para proteger sua cadeia de suprimentos. Primeiro, compile seus requisitos técnicos exatos de forma abrangente. Documente o NPS, Cronograma, Classe, Padrão e Comprimento de Corte necessários. Em segundo lugar, liste explicitamente seus requisitos de teste e protocolos de inspeção preferidos. Por fim, consolide esses detalhes em um documento de RFQ padronizado. Essa abordagem sistemática garante comparações precisas e exatas entre fornecedores. Em última análise, garante a segurança a longo prazo de toda a sua infraestrutura de transporte de fluidos.
R: Sim, eles podem ser utilizados para vasos de pressão. No entanto, eles devem ter certificação dupla como ASME SA312. Esta designação específica garante que o material atenda aos rigorosos requisitos do Código ASME para Caldeiras e Vasos de Pressão (BPVC). Sempre verifique esta certificação dupla nos documentos oficiais de teste.
R: Os tubos sem costura são extrudados inteiramente a partir de um tarugo de aço sólido. Eles não contêm nenhuma costura de solda longitudinal. Isto proporciona maior contenção de pressão e resistência superior à corrosão uniforme. Os tubos soldados são formados a partir de tiras de aço planas e soldados. Opções contínuas são preferidas para aplicações altamente críticas.
R: Ele fornece um registro de testes juridicamente vinculativo e totalmente rastreável. Origina-se do departamento de testes independente do fabricante. Confirma que o lote de calor específico atende rigorosamente todos os requisitos químicos e mecânicos definidos pela norma. Você não pode verificar a integridade do material sem este documento vital.
R: Você deve atualizar para 904L ao manusear altas concentrações de ácidos agressivos. É ideal para ambientes com ácido sulfúrico ou fosfórico. Também se destaca em condições severas de cloreto. Nestes cenários extremos, o 316L padrão permanece altamente suscetível à rápida corrosão por pites e corrosão sob tensão.


